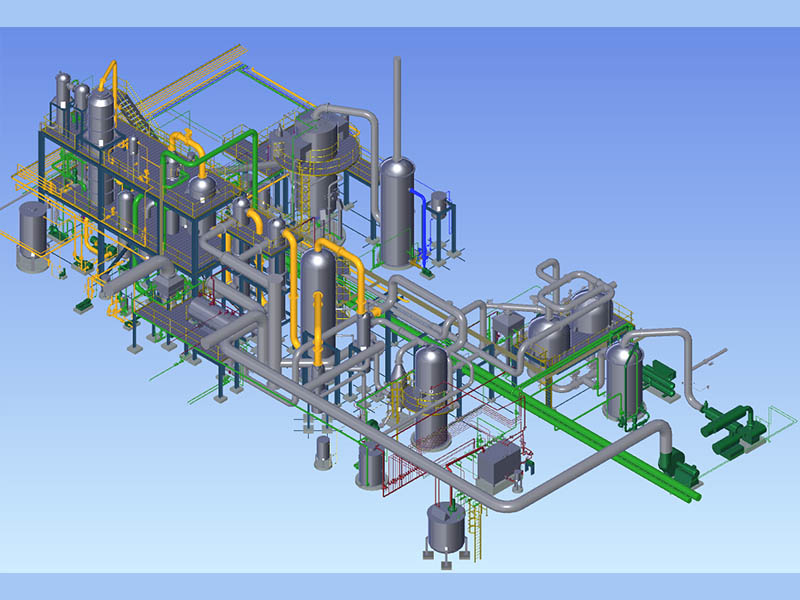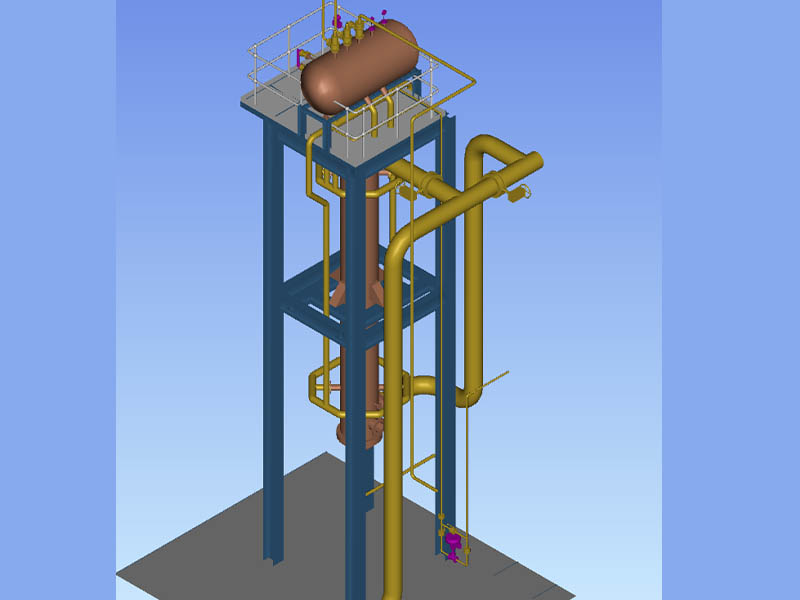
A planta de ácido sulfúrico e a planta de sulfonação compartilham um sistema comum de fusão de enxofre. Após a fusão do enxofre, o enxofre é transportado para o forno de queima de enxofre através de uma bomba de enxofre e queimado com ar seco. O ar seco é desumidificado por ácido sulfúrico a 98% na torre de absorção de secagem, atingindo um ponto de orvalho de 40 graus negativos. Em seguida, o soprador principal envia o ar seco para a fornalha de enxofre para combustão.
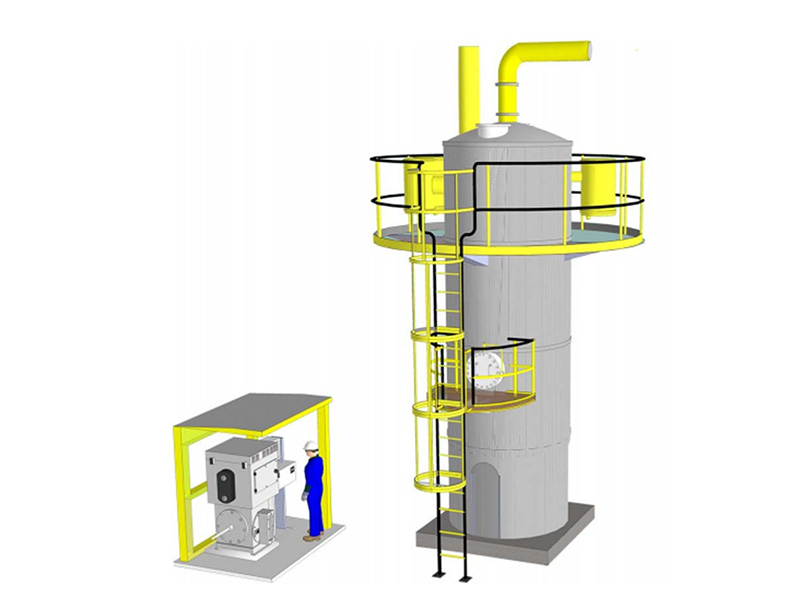
Após a combustão, SO2 é convertido uma vez através de uma torre de conversão para produzir SO3 gás. Depois, SO3 é absorvido por ácido sulfúrico 98% na torre de absorção primária, e os gases de exaustão após a absorção retornam para a conversão secundária. O calor da conversão primária será transferido para os gases de escape da segunda conversão e, após a segunda conversão, a taxa de conversão pode chegar a 99,98%. Depois, SO3 sofre absorção secundária, e os gases de exaustão passam por lavagem alcalina no purificador antes de finalmente serem descarregados na atmosfera. Nas fases iniciais do arranque, o purificador irá operar na capacidade total para absorver uma maior quantidade de dióxido de enxofre desde o arranque inicial. Sob operação normal, a descarga qualificada pode ser obtida sem passar pelo purificador. Os gases de escape podem atender aos padrões de emissão de qualquer país, sob quaisquer condições de operação.
O processo de recuperação de energia envolve principalmente a utilização de caldeiras flamotubulares para recuperar o calor de combustão gerado pela combustão do enxofre, bem como o calor de reação gerado pela primeira parte e conversões secundárias do conversor, e gerar vapor. O vapor pode ser usado para fusão de enxofre em plantas de ácido sulfúrico e sulfonação. Enquanto isso, uma parte do vapor também pode ser usada para refrigeração de brometo de lítio em unidades de sulfonação. O vapor restante pode ser utilizado em outras unidades próximas. A taxa total de recuperação de calor atingirá mais de 80%.






Building 20, Baijiahui Innovation Community 2, 699-18 Xuanwu Avenue, Nanjing, China
© 2026 Weixian (Nanjing) Science Technology Co., Ltd. Todos os direitos reservados .